东莞市众合电子有限公司
专注波纹管、热缩管、双壁管等线束保护套管研发生产
高新技术企业
咨询热线:

咨询热线:
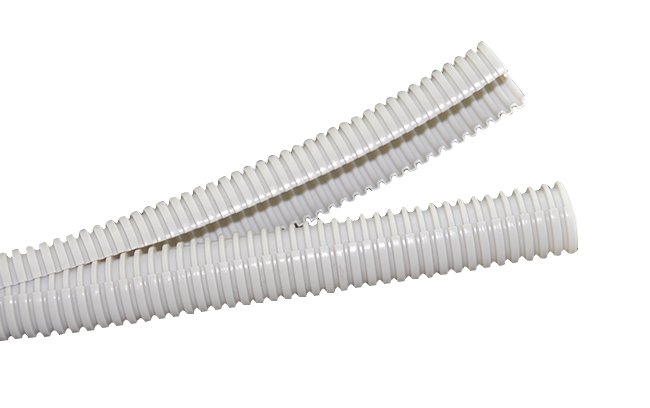
PA尼龙阻燃波纹管根据开口阻燃波纹管安装在车的具体位置来定阻燃波纹管的包扎方式,有密缠、点缠、花缠等三种方法。注: 全包扎:缠绕时带重叠1/2——1/3胶带宽。 粗包扎:缠绕没有搭接量,且缠绕间隙应在10mm-25mm的范围内。PA尼龙阻燃波纹管 固定包扎:在线束的某一段内只在其中一点或几点进行包扎,胶带缠绕2-3圈
波纹管会在加工过程中产生内应力,使产品的弹性和几何尺寸不稳定。稳定处理的目的就在于消除应力,稳定性能和几何尺寸。波纹管的稳定处理包括热稳定处理工艺和机械稳定处理工艺。一般情况下只做热稳定处理,有特殊要求时才进行机械稳定处理。
PA尼龙阻燃波纹管有单壁热缩管和双壁热缩管之分,单壁热缩管与双壁热缩管在放置条件的要求上是不一样的。我们习惯把单壁热缩管和双壁热缩管放置在一起,但是长时间放置后单壁热缩管能用,双壁热缩管就不能用了

液压成形汽车波纹管 液压成形是汽车波纹管的最常用成形办法。利用在管坯中的液体压力,是管坯在约束环中胀形,直到沿环向呈现屈从,然后再压缩管坯到所需的长度,小直径汽车波纹管多选用这种办法
PA尼龙阻燃波纹管经开槽后处理回填密实地层,在一般的土质地段基底只需一层砂垫层,其厚度为10cm。对于软土地基槽底又处在地下水位以下时,可铺垫一层砂基础,厚底不应小于0.2cm,可分两层铺设,下层用碎石,上面铺一层粗砂

波纹管成形后,因为弹性回弹,使得波纹管波距和波型都与吸计要求有差异,所以必须进行整形。对于加工硬化材料制成的阻燃波纹管,通才采用手工和机械整形法。对于以弥散硬化材料为原材料的阻燃波纹管,则通过装入时效夹具内,使波纹管定型,最终达到整形效果。









