东莞市众合电子有限公司
专注波纹管、热缩管、双壁管等线束保护套管研发生产
高新技术企业
咨询热线:

咨询热线:
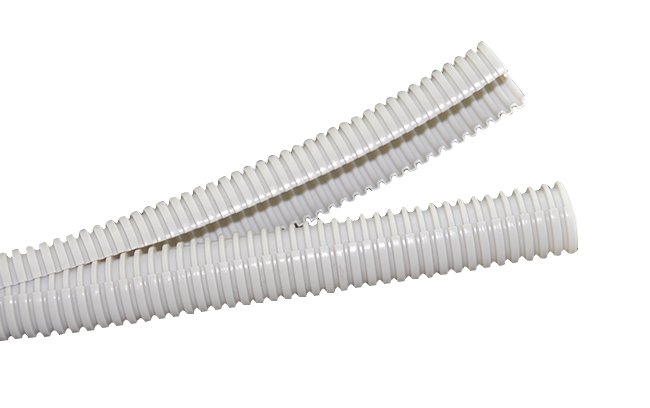
热缩标识管根据开口阻燃波纹管安装在车的具体位置来定阻燃波纹管的包扎方式,有密缠、点缠、花缠等三种方法。注: 全包扎:缠绕时带重叠1/2——1/3胶带宽。 粗包扎:缠绕没有搭接量,且缠绕间隙应在10mm-25mm的范围内。热缩标识管 固定包扎:在线束的某一段内只在其中一点或几点进行包扎,胶带缠绕2-3圈
想要阻燃波纹管拥有良好的弹性性能,热处理是不可或缺的工艺。波纹管热处理可以在制造工艺过程中消除加工硬化,恢复阻燃波纹管的塑性,同时能强化材料,获得弹性。波纹管热处理内外都有其质量要求。内在要求是热处理后使产品获得一定的组织状态、晶粒度和力学性能;外在质量主要是热处理后的表面氧化程度
热缩标识管当管道直接摆放在地上时,要求地面平整,不能有石块和容易引起管壁损坏的尖利物体,要有预防管道滚动措施。直径管道叠层堆放时,应把大而重的放下边,小而轻的放上边,管道堆放高度不得超过2m,管道两侧用木楔或木板挡住,热缩标识管直径超过1m的管道不宜叠层存放

焊接成形汽车波纹管 关于波高过大或波形特别的汽车波纹管,多选用冲压焊接工艺。当波高超越极限时,资料延伸率已不答应选用全体成形工艺,或因波形杂乱,全体成形极端艰难时也多选用焊接成形。这类汽车波纹管由于不能接受内压,不太适用于作膨胀节的柔性段
汽车材料研发工程师最初的尝试了非常多的材料都没有成功,后来使用了阻燃PP塑料之后发现效果非常好的,也有一些使用尼龙材料,热缩标识管首先阻燃PP塑料的有相对较高的熔点,无卤阻燃PP良好的阻燃性能,有较高的起燃温度,可以达到850℃以上,所以即使发动机的温度很高,也不至于引发火灾,降低了意外事故发生的概率

波纹管会在加工过程中产生内应力,使产品的弹性和几何尺寸不稳定。稳定处理的目的就在于消除应力,稳定性能和几何尺寸。波纹管的稳定处理包括热稳定处理工艺和机械稳定处理工艺。一般情况下只做热稳定处理,有特殊要求时才进行机械稳定处理。
。








