东莞市众合电子有限公司
专注波纹管、热缩管、双壁管等线束保护套管研发生产
高新技术企业
咨询热线:

咨询热线:
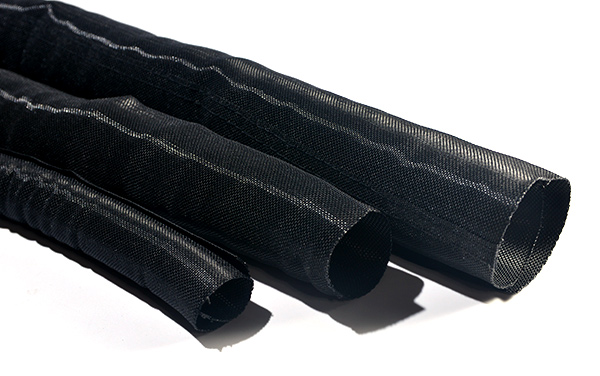
UFW内壁超平双螺纹波纹管一般都不会选闭口的,因为阻燃波纹管一般都选择用在主线上,而主线的出线方向是不一致的,所以一般都选择破口的阻燃波纹管。另外选择阻燃波纹管要根据工作环境温度的不同选择不一样材料的阻燃波纹管。UFW内壁超平双螺纹波纹管大小一般根据线束的截面积来选用。线束的截面积一般为阻燃波纹管内截面积的

想要阻燃波纹管拥有良好的弹性性能,热处理是不可或缺的工艺。波纹管热处理可以在制造工艺过程中消除加工硬化,恢复阻燃波纹管的塑性,同时能强化材料,获得弹性。波纹管热处理内外都有其质量要求。内在要求是热处理后使产品获得一定的组织状态、晶粒度和力学性能;外在质量主要是热处理后的表面氧化程度
UFW内壁超平双螺纹波纹管当管道直接摆放在地上时,要求地面平整,不能有石块和容易引起管壁损坏的尖利物体,要有预防管道滚动措施。直径管道叠层堆放时,应把大而重的放下边,小而轻的放上边,管道堆放高度不得超过2m,管道两侧用木楔或木板挡住,UFW内壁超平双螺纹波纹管直径超过1m的管道不宜叠层存放

滚压成形汽车波纹管 滚压成形工艺首要用于加工大型汽车波纹管,是依托设在管坯中的成形轮的滚压成形,不锈钢金属软管能够单波滚制成形,有的设备亦可一次成数个波纹
UFW内壁超平双螺纹波纹管为保证HDPE双壁波纹管的管道与检查井壁结合良好,可采用中介层作法,在管道与检查井相接部位,外表面预先做好用聚乙烯粘接剂,粗砂做成的中介层,然后用水泥、砂浆砌入检查井壁内
焊接成形汽车波纹管 关于波高过大或波形特别的汽车波纹管,多选用冲压焊接工艺。当波高超越极限时,资料延伸率已不答应选用全体成形工艺,或因波形杂乱,全体成形极端艰难时也多选用焊接成形。这类汽车波纹管由于不能接受内压,不太适用于作膨胀节的柔性段









